 تمل
تمل-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk - تمل
-
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português








اندرونی تین وکر نالی ٹرننگ اور گھسائی کرنے والی مشین
Jingfusi® اندرونی تھری منحنی نالی ٹرننگ اور ملنگ مشین ایک خصوصی مشینی ٹول ہے جو اندرونی نالیوں کی تین خمیدہ یا کنٹورڈ سطحوں کے ساتھ درست مشینی کے لیے استعمال ہوتا ہے۔ یہ اندرونی تھری وکر گروو ٹرننگ اینڈ ملنگ مشین عام طور پر ان صنعتوں میں استعمال کی جاتی ہے جن کو اندرونی نالیوں یا پروفائلز کے ساتھ پیچیدہ حصوں کی تیاری کی ضرورت ہوتی ہے جو روایتی مشینی طریقوں سے آسانی سے نہیں بن سکتے۔
ماڈل:CK46-3+2
انکوائری بھیجیں۔
مصنوعات کی وضاحت
جبکہ بنیادی طور پر اندرونی نالی مشینی کے لیے استعمال کیا جاتا ہے، یہ مشینیں دیگر مشینی کاموں کو بھی سنبھال سکتی ہیں، جس سے وہ ایپلی کیشنز کی ایک وسیع رینج کے لیے ورسٹائل بنتی ہیں۔ صنعتیں جیسے ایرو اسپیس، میڈیکل ڈیوائس مینوفیکچرنگ، آٹوموٹیو، اور درست انجینئرنگ اکثر پیچیدہ اور اعلی درستگی والے اجزاء تیار کرنے کے لیے ان مشینوں پر انحصار کرتی ہیں۔ اندرونی تھری منحنی نالی موڑنے اور گھسائی کرنے والی مشینیں مخصوص مشینی ضروریات کے لحاظ سے مختلف مواد پر کارروائی کر سکتی ہیں، بشمول دھاتیں، پلاسٹک اور کمپوزٹ۔
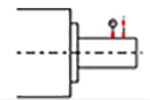
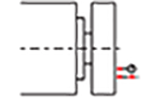
مشینی سفر کا خاکہ

پروڈکٹ کی تفصیلات

پیرامیٹر کی فہرست
| آئٹم | یونٹ | تفصیلات |
| زیادہ سے زیادہ موڑ قطر | ملی میٹر | 250 |
| زیادہ سے زیادہ سوئنگ ڈائم. خراد سے زیادہ | ملی میٹر | Ø500 |
| زیادہ سے زیادہ سلائیڈ بیڈ کے ذریعے قطر کا رخ کرنا | ملی میٹر | Ø160 |
| سلانٹنگ بیڈ ڈگری | ڈگری | 35° |
| ایکس محور موثر سفر | ملی میٹر | 1000 |
| Z-axis مؤثر سفر | ملی میٹر | 400 |
| X/Z محور زیادہ سے زیادہ تیز رفتار سفر کی رفتار | منٹ/منٹ | 24 |
| کاسٹ آئرن بیس ایریا | ㎡ | 1.8 x 1.1 |
| مشین کا سائز: ایل ایکس ڈبلیو ایکس ایچ | ملی میٹر | 2100x 1580 x 1800 |
| مشین کا خالص وزن | کلو | 2600 |
| ٹول نمبر | پی سیز | 8 |
| مربع اوزار | ملی میٹر | 20 x 20 |
| چھری کا سائز | ملی میٹر | Ø20 |
| کل گھوڑا | کلو واٹ | 13 |
| بجلی کی اوسط کھپت | kw/h | 2 |
| تکلا چہرے کی شکل |
|
A2-5 |
| سپنڈل کی رفتار | آر پی ایم | 6000 |
| سپنڈل سپیڈ سیٹنگ | آر پی ایم | 1-4500 |
| سپنڈل ریٹیڈ ٹارک | این ایم | 35Nm(1500r/min) |
| زیادہ سے زیادہ بار قطر | ملی میٹر | Ø45 |
مشین ٹول کی درستگی
| مشین کی درستگی، Jingfus عنصر معیار : | ||||
| اہم ٹیسٹ آئٹم | اسکیمیٹک خاکہ | فیکٹری کا معیار | ||
| سپنڈل ریڈیل بیٹ، |
 |
بیرونی شنک کے رن آؤٹ کا پتہ لگائیں۔ | 0.0035 | |
| ایکس محور دہرانے کی پوزیشن,X |
 |
ایکس محور کی بار بار پوزیشننگ کا پتہ لگائیں۔ نوٹ: پہلے ٹھنڈے انجن اور گرم انجن کی غلطی کو دور کرنے کے لیے تقریباً 50 بار پیش گوئی کریں، اور پھر بار بار پوزیشننگ کا پتہ لگائیں۔ | 0.003 | |
| Z-axis دوبارہ پوزیشن، Z |
 |
Z محور پر بار بار پوزیشننگ کا پتہ لگائیں۔ نوٹ: پہلے ٹھنڈے انجن اور گرم انجن کی خرابی کو دور کرنے کے لیے تقریباً 50 بار پیش گوئی کریں، اور پھر بار بار پوزیشننگ کا پتہ لگائیں۔ | 0.003 | |
| C محور دہرانے کی پوزیشن، C |
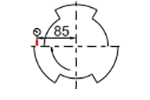 |
C-axis فکسڈ پوائنٹ کی دوبارہ جگہ کا پتہ لگائیں، نوٹ: پہلے ٹھنڈے انجن اور گرم انجن کی غلطی کو دور کرنے کے لیے تقریباً 50 بار پیش گوئی کریں، اور پھر بار بار پوزیشننگ کا پتہ لگائیں۔ | 20 آرک سیکنڈ | |
| C محور پوزیشن روٹری، C |
 |
C-axis کی بے ترتیب پوزیشن کی درستگی کا پتہ لگائیں، نوٹ: پہلے ٹھنڈے انجن اور گرم انجن کی خرابی کو دور کرنے کے لیے تقریباً 50 بار پیش گوئی کریں، اور پھر بار بار سیٹنگز چیک کریں۔ | 72 آرک سیکنڈ | |
| اگر صارف X/Z/Y محور کی ISO یا VD1 درستگی کی جانچ کرنا چاہتا ہے، تو اس کا تعین معاہدہ لکھنے کے وقت کیا جائے گا۔ گاہک کو Jingfusi فیکٹری کی ابتدائی قبولیت کے اسی وقت اس شے کی جانچ کرنی چاہیے۔ | ||||
ہاٹ ٹیگز: اندرونی تین وکر نالی ٹرننگ اور گھسائی کرنے والی مشین، چین، مینوفیکچررز، سپلائرز، فیکٹری، معیار، قیمت کی فہرست
انکوائری بھیجیں۔
براہ کرم نیچے دیے گئے فارم میں بلا جھجھک اپنی انکوائری دیں۔ ہم آپ کو 24 گھنٹوں میں جواب دیں گے۔








X
ہم آپ کو براؤزنگ کا بہتر تجربہ پیش کرنے ، سائٹ ٹریفک کا تجزیہ کرنے اور مواد کو ذاتی نوعیت دینے کے لئے کوکیز کا استعمال کرتے ہیں۔ اس سائٹ کا استعمال کرکے ، آپ کوکیز کے ہمارے استعمال سے اتفاق کرتے ہیں۔
رازداری کی پالیسی